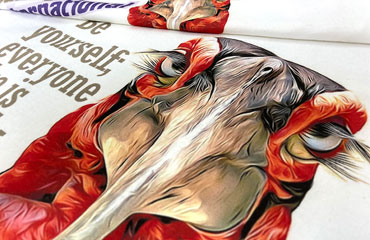
DTG printing offers full colour photo quality images on your clothing
We offer Direct to garment (DTG) printing and are capable of producing high-quality and complex full-colour prints onto dark or light-coloured t-shirts, hoodies and sweatshirts. Specialised ink is applied directly to the target fabric using a DTG printer and results in a top-quality finished product. The prints are bright and vibrant and retain the softness and flexibility of the garment.
This method of garment printing is most suited for one-off designs and short runs of photo-quality prints and works best on 100% ring-spun cotton. There are no setup costs involved as there are with screen printing and turnaround times can be much faster.

Our most popular DTG printed clothing







Best use of Direct to Garment printing
- When you require low order quantities
- If you want a design with gradients or photo-quality imagery on your clothing
- Printing on garments made from 100% cotton
- Really fast turnaround time
What Direct to Garment is not for
- Large runs of garments due to the cost
- Single colour prints (Screen Printing or Vinyl Transfer would be better suited)
- Polyester based products
-

Preparing the Artwork
The artwork is colour corrected so RGB colours are converted to CMYK colours and checked for imperfections. The artwork is positioned in the desired place on the garment
-

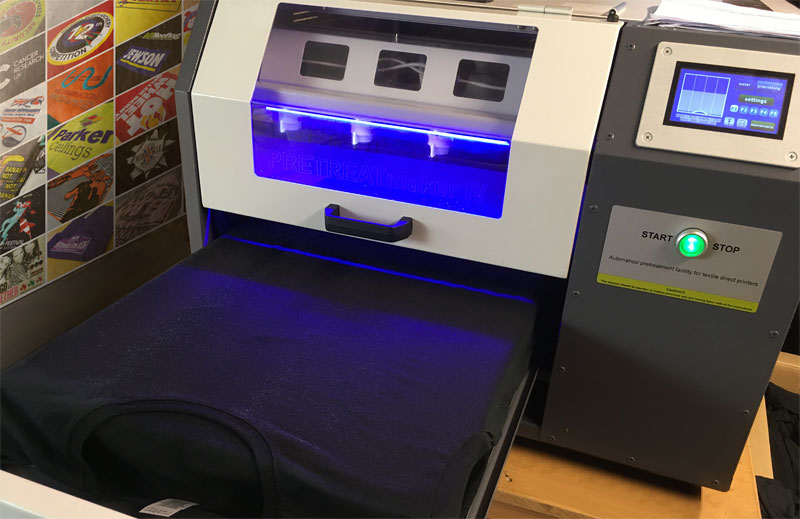
Pretreating the garment
Before printing excess fibres are removed from the garment and pre-treatment is applied using an automatic pre-treat machine then dried with a heat-press. This allows the ink to absorb better into the garment fibres
-

Printing the design
The garment is placed onto the DTG printer's platten and the preset colour and ink settings are applied. The artwork is printed at 1200 dpi which results in high quality images on the garment. We can also print over seams, pockets, zippers etc.
-

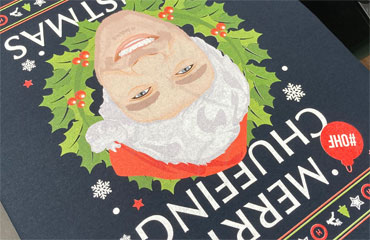
The final result
After another heat press the DTG printed t-shirt is ready to wear. The print looks sharp and bright and has a soft touch feel.



Wash & Care Guide
Follow these simple steps to ensure the longevity of your digitally printed garments.
Always wash garments inside out with cold water prior to wearing. Subsequent washes at 30°C. Use liquid detergent. Do not use a fabric softener.
Do not tumble dry - dry your garment outdoors or on a clothes rack.
Iron inside out - turn your garment inside out & iron on a low heat.
Always store garments out of direct sunlight.
Browse our previous DTG jobs





Contact us on 01271 816158 or get a quick DTG printing quote
Get a Direct to Garment (DTG) printing quote
Please fill out the enquiry form providing as much detail as you can and upload your artwork if available.